|
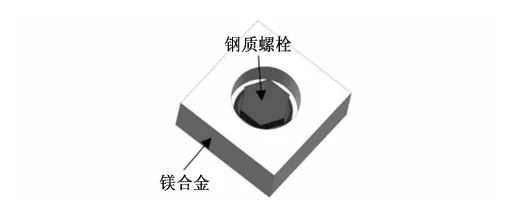
環境污染和能源短缺促使日益發達的汽車工業大力推進構件輕量化,鎂合金是最輕的結構材料之一,構件采用鎂合金制造可以在減重的同時不降低結構強度,受到汽車工業的青睞。輪轂作為汽車的主要組成部件,其輕量化是汽車節能減排的有效途徑。鎂合金具有高的比強度和比剛度,減震性能優異,降噪效果良好,而且具有優異的鑄造性能,這些優點使得鎂合金在輪轂輕量化方面具有廣闊的應用前景。 但是,鎂合金具有非常活潑的化學和電化學特性,而且在實際應用中不可避免與鋁、鋼、銅等常用金屬接觸,鎂合金會發生嚴重的電偶腐蝕,加速零部件的腐蝕破壞,這成為鎂合金零部件應用于汽車工業的一個主要障礙,汽車輪轂服役環境比較惡劣,這使得其電偶腐蝕的問題更加凸顯。 有限差分法、有限元法和邊界元法等數值仿真方法在電偶腐蝕仿真研究中的應用越來越廣泛,研究發現,邊界元數值仿真在電偶腐蝕電流密度的預測上應用前景較好。 通過試驗和邊界元數值仿真的方法研究了幾何因素對AZ91D鎂合金和鋼發生電偶腐蝕的影響,驗證了數值仿真研究電偶腐蝕過程的有效性,應用邊界元方法研究了鋁合金墊片對鎂合金和碳鋼電偶對電偶腐蝕的影響,評估了應用分段非線性邊界模型預測陰極保護和電偶腐蝕的可行性,應用數值方法模擬研究了鎂合金在NaCI溶液中的微區電偶腐蝕行為,并通過試驗驗證了此方法可以對鎂合金的電化學腐蝕行為進行較好的預測和判斷。 本工作針對鎂合金輪轂與其鋼質緊固螺栓接觸發生電偶腐蝕這一問題,應用數值仿真的方法研究了螺栓沉孔幾何因素對電偶腐蝕的影響,并通過全浸試驗后電偶腐蝕區域與數值模型仿真預測電偶防腐蝕區域對比驗證了采用邊界元模型仿真來預測構件電偶腐蝕區域的有效性,以期為后續鎂合金輪轂螺栓連接的電偶腐蝕行為研究提供參考。 鎂合金輪轂-螺栓連接電偶腐蝕仿真模型 1.1 物理模型 圖1為鎂合金輪轂螺栓連接的三維簡化模型示意圖。由圖1可見:當輪轂的螺栓沉孔中積存電解質時,由于鎂合金和鋼質緊固螺栓直接接觸,而且通過電解質環境構成回路,會形成腐蝕原電池,造成鎂合金輪轂腐蝕加速。
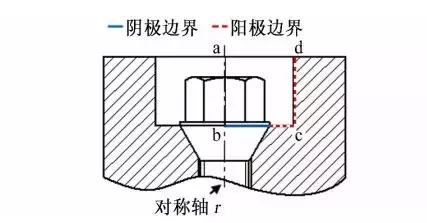
圖1 輪轂-螺栓連接的模型 選用3.5%(質量分數,下同)NaCl溶液作為電解質溶液,為了進一步簡化模擬,采用理想的二維軸對稱模型代替三維模型,簡化方法如圖2所示,選取abcd區域為研究對象,陰極邊界簡化為螺栓頭部在垂直方向的投影線段,dc段長度為螺栓沉孔深度H,bc段長度為螺栓沉孔半徑R。
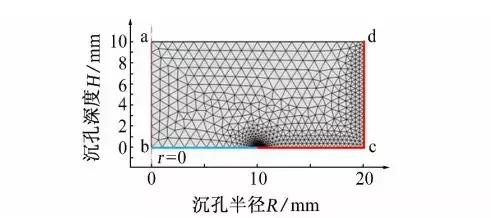
圖2 三維模型簡化方法示意圖 二維軸對稱模型網格劃分圖如圖3所示,對電解質區域進行網格劃分,由于陽極腐蝕時發生電化學溶解,為了準確模擬陽極腐蝕深度,在邊界處采用較密的網格劃分。
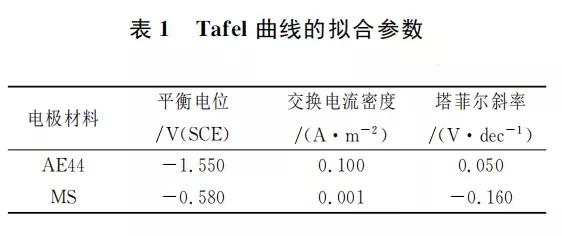
圖3 二維軸對稱模型網格劃分圖 1.2 數學模型 為了使所建立的模型準確模擬腐蝕性為以及研究幾何因素對電偶腐蝕的影響,建立數學模型,模擬AE44鎂合金輪轂與MS鋼制緊固螺栓連接在3.5%的NACI溶液中的電偶腐蝕行為。 1.2.1 邊界條件 求解電偶腐蝕過程模型時,電極表面的邊界條件為求解腐蝕速率的關鍵,要求通過數值方法描述電極材料工作時電流密度與電位之間的極化關系作為電極表面的邊界條件。采用 Tafel方程描述這一關系,AE44鎂合金和MS低碳鋼的極化曲線參考DESHPANDE的的測量結果,極化動力學參數列于表中。
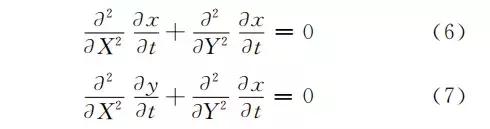
陽極表面邊界條件為:-σ?nφ=fa(φ) 式中:σ為電解質溶液電導率(S/M);fa(φ)為陽極電流密度(A/m2),通過陽極Tafel公式描述。 同理陰極表面邊界條件為:-σ?nφ=fc(φ) 其它邊界應用絕緣邊界條件為:?nφ=0 根據以上邊界條件求解Laplace方程(2),求得電極表面各節點處的電位和電流密度分布。本文運用COMSOL MultiPhysics中的任意拉格朗日歐拉(ALE)方法求解移動邊界問題,通過求解方程(6)和(7)獲得網格位移。
方程中,參考坐標系(X,Y)固定不動,空間坐標系(x,y)根據具體的邊界條件隨時間而運動。陽極邊界的移動速度(
)通過法拉第定律求得
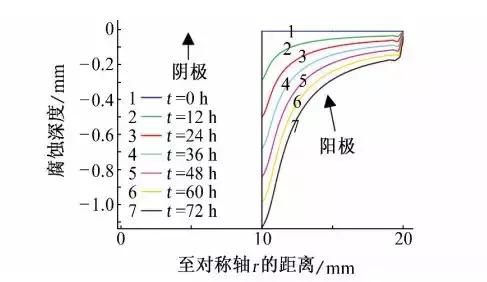
式中:M為鎂合金的摩爾質量(g/mol); z為電荷數; ρ為鎂合金密度(g/cm3 ); n為陽極界面的法向矢量; fa(q)為陽極電流密度(A/m2)。 本文假設陰極不發生腐蝕,即陰極邊界的移動速度為零。 仿真結果與討論 利用二維軸對稱模型模擬研究室溫下AE44鎂合金-MS低碳鋼電偶對在3.5%NaCl溶液中浸泡72 h,鎂合金表面腐蝕深度隨時間的變化如圖4所示。其中,陰極邊界寬度為10 mm,沉孔半徑(R)為20mm,螺栓沉孔深度(H)為5mm。
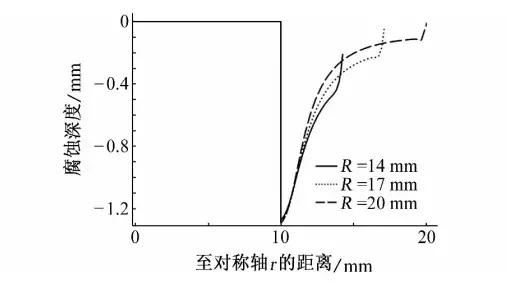
圖4 電偶對3.5%的NACI溶液中浸泡不同時間后,鎂合金腐蝕深度隨時間的變化曲線 浸泡72h后,鎂合金表面距偶接位置越近,蝕坑越深,在陰陽極接觸區域附近出現一圈很深的腐蝕坑,蝕坑深度大于1 mm,隨著與接觸位置距離增加,腐蝕速率變緩。在電偶腐蝕初期,腐蝕會迅速沿橫向擴散,隨著電偶腐蝕的進行,腐蝕主要沿垂直方向擴展,形成腐蝕坑。 2.1 螺栓沉孔深度對電偶腐蝕的影響 螺栓沉孔半徑為20 mm,改變螺栓孔深度,室溫下螺栓沉孔內充滿3.5% NaCl溶液,浸泡偶對金屬72h后,考察鎂合金的腐蝕深度分布情況。 若不考慮沉孔側壁的腐蝕,即假設模型中cd段絕緣,如圖5所示:隨著H的增加,在陰陽極接觸位置的最大腐蝕深度由1.32mm減小到1.17mm,但與接觸點距離超過1.5mm后,腐蝕深度隨H的增大而增大。
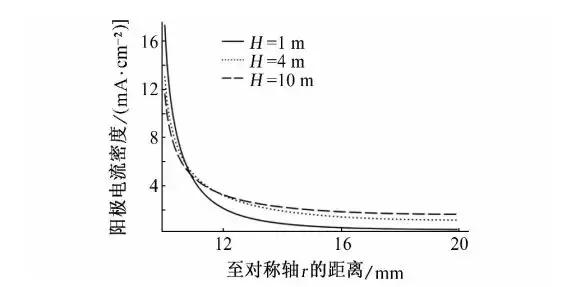
圖5不同H電偶對在3.5%NACI溶液中浸泡72h后,鎂合金腐蝕深度隨時間的變化曲線 這主要是由于當H減小時,沉孔內電解質溶液的厚度減小,溶液電阻增大,抑制電流流到遠離接觸位置的區域,從而造成電偶電流的分布不均勻,在遠離陰陽極金屬接觸位置的陽極金屬腐蝕深度隨之減小; 另外,電解質溶液厚度越小,陰陽極金屬接觸位置附近溶液中的電位梯度增大,則帶電離子運動的速率增加,電化學反應速率增加,造成接觸位置附近的陽極金屬腐蝕深度隨之增大。當H增大,電偶電流的分布范圍變廣,腐蝕變得均勻。不同H時鎂合金表面電偶電流密度的分布如圖6所示。
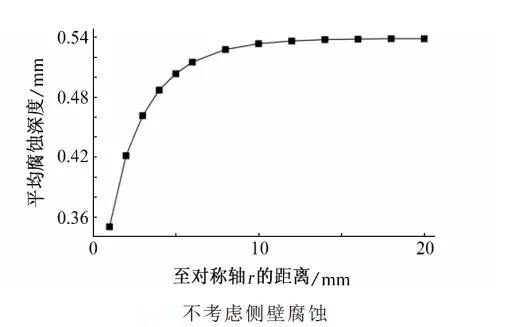
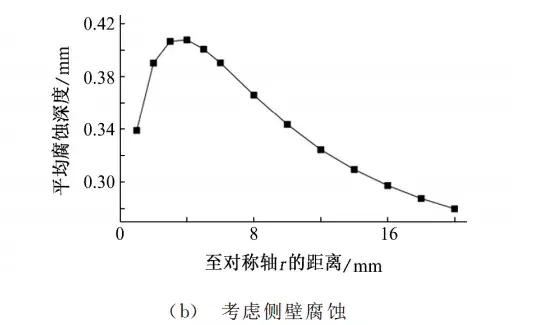
圖6 不同H電偶對在3.5%NACI溶液中浸泡72H后,鎂合金陽極電流密度隨時間的變化曲線 不考慮沉孔側壁的腐蝕,鎂合金平均腐蝕深度隨H的變化如圖7(a)所示,H小于10 mm時,隨著沉孔深度增加,沉孔內電解質厚度增加,平均腐蝕深度增加;H大于10mm時,平均腐蝕深度變化不顯著。 實際環境中,沉孔的側壁作為陽極金屬參與電偶腐蝕,將模型中的cd段設置為參與電偶腐蝕過程的陽極金屬,隨著H增加,電偶腐蝕的陰陽極面積比減小,電偶腐蝕程度會有所減弱。
圖7 在電解質溶液厚度和陰陽極面積比的共同影響下,鎂合金平均腐蝕深度隨H的變化規律如圖7(b)所示,H小于5 mm,H變化引起的電解質溶液厚度的變化是影響腐蝕平均深度的主要因素;H大于5 mm,電解質溶液厚度變化對平均腐蝕深度的影響不再明顯,H變化引起的陰陽極面積比變化成為影響平均電偶腐蝕深度的主要因素。 2.2 沉頭螺栓半徑對電偶腐蝕的影響 實際使用環境中,輪轂螺栓沉孔內積存的雨水、泥土等電解質的體積一定,不同沉孔半徑(R)會造成積存電解質的厚度發生變化,同時也會改變電偶腐蝕偶對金屬的陰陽極面積比,從而影響電偶腐蝕的嚴重程度。 模擬研究室溫下螺栓沉孔內積存恒定體積2000mm,3.5%NaCl溶液,浸泡偶對金屬72h后,不同R對鎂合金的腐蝕深度分布情況的影響,見圖8。
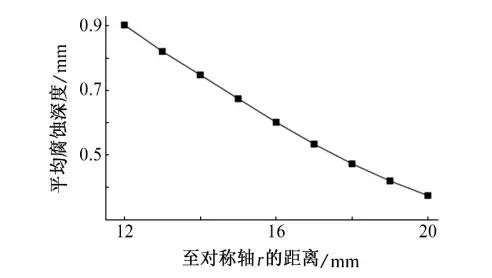
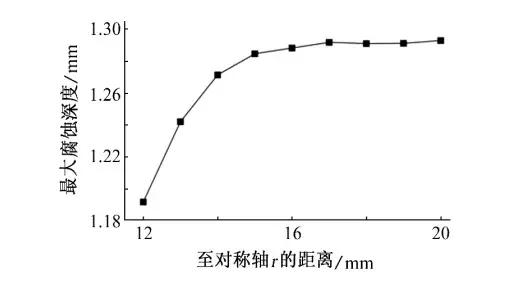
圖8 不同R電偶對在3.5%NACI溶液中浸泡72H后,鎂合金腐蝕深度隨時間的變化曲線 由圖8可見:R的變化對腐蝕深度的影響主要表現在距離接觸點一定距離之后,腐蝕深度隨著R的增大而減小。 平均腐蝕深度的變化規律如圖9所示,圖10給出了接觸點附近的最大腐蝕深度隨著R的變化規律,隨著R增大,電解質厚度減小的同時陰陽極面積比減小,鎂合金平均腐蝕深度逐漸減小,接觸位置附近最大腐蝕深度先明顯增加,R大于15mm后,最大腐蝕深度近似保持不變。
圖9 不同R電偶對在3.5%NACI溶液中浸泡72H后,鎂合金腐蝕深度
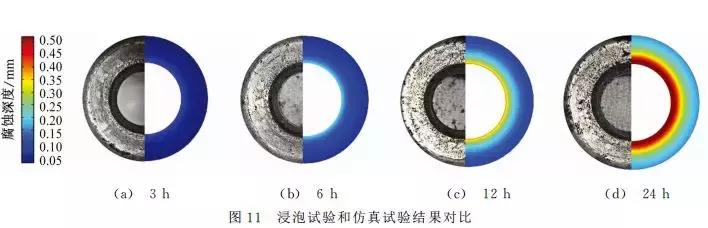
圖10 不同R電偶對在3.5%NACI溶液中浸泡72H后,鎂合金最大腐蝕深度 實驗結果與仿真結果對比 試驗所用偶接件的陽極材料為未經表面處理的AE44鎂合金,陰極材料為表面發黑處理的鋼質螺栓。在鎂合金基體上加工尺寸為R35mm*35mm的沉孔,然后在沉孔中心加工螺紋孔,鎂合金電偶對的裝配示意如圖1所示。 在室溫下對裝配好的鎂合金-鋼質螺栓電偶對進行24h3.5%NaCl溶液全浸試驗。鎂合金-鋼質螺栓浸入3. 5% NaCI溶液后,有大量氣泡冒出,隨著浸泡時間延長,溶液渾濁程度逐漸加重。 分別紀錄浸泡不同時間后各試樣沉孔底面腐蝕形貌,并與模擬的腐蝕形貌結果對比,見圖11。
24 h后,取出偶接件,鎂合金表面有白色絮狀腐蝕產物附著,清洗腐蝕產物后,表面上有肉眼可見的蝕坑,其腐蝕形態為點蝕,且距偶接位置越近,蝕坑越深,在螺栓周圍區域出現一圈很深的腐蝕坑。由圖11對比可得,模擬預測的鎂合金電偶腐蝕區域擴展變化過程與試驗所得電偶腐蝕區域變化過程具有較好的一致性。 結 論 (1)邊界元數值仿真結果與全浸試驗結果具有較好的一致性,仿真結果在預測鎂合金與緊固螺栓的電偶腐蝕分布和腐蝕性能方面具有較好的應用;利用數值仿真方法可以更有效地研究單一因素對電偶腐蝕的影響,為避免實際應用中的電偶腐蝕破壞提供參考。 (2)若沉孔內充滿電解質,隨著沉孔深度增加,鎂合金表面平均腐蝕深度先增加后減小,H小于5 mm,H變化引起的電解質溶液厚度變化是影響腐蝕性能的主要因素;H大于5 mm,H變化引起的陰陽極面積比變化成為腐蝕性能的主要影響因素。 (3)若沉孔內電解質體積恒定,隨著螺栓沉孔半徑增大,鎂合金表面平均腐蝕深度近似線性減小,接觸位置附近最大腐蝕深度先增加至最大值后基本不變。設計合理的輪轂連接結構,主要考慮降低電解質的積存和防止大陰極小陽極,可以在一定程度上減緩電偶腐蝕的發生。
|

近日,中國新質生產力聯盟首席顧問、中奧國資控股集團董事局主席...詳情

簽約儀式 2025年03月27日上午,在合肥市委副書記路軍、中國工...詳情

2025鎂產業鏈與鎂市場論壇春滿婺江、萬物生輝。4月1日,2025鎂產...詳情
周中鎂市簡述2025.4.2日本周三,國內鎂錠市場延續穩挺態勢運行,...詳情











請發表評論