|
??裂解加工技術首先于20世紀90年代在德國被應用于發動機連桿制造上,以新穎的構思從根本上改變了傳統連桿加工方法,其后在全世界得到廣泛地推廣和成功應用。目前,除了連桿也應用于軸瓦和發動機箱體曲軸軸承座等的制造。以裂解連桿為例,其利用斷裂粗糙面進行定位,復位精度高,承載能力強,無需加工體、蓋結合面及定位銷孔,降低了螺栓連接孔的精度要求,減少了加工工序,減輕了連桿重量,大幅降低制造能耗和成本,具有良好的經濟效益,成為連桿加工的發展方向。目前,汽車制造業強勁需求帶動冶金企業和汽車零件制造業加快推進相關材料和技術的研發、推廣工作。 目前在連桿制造過程中,歐洲、日本、中國等主要采用非調質鋼、微合金鋼材料,而北美等主要采用鐵基粉末金屬材料。但是,不管采用何種材料,均將裂解加工作為連桿加工的主要方式和發展方向。 通常,鋁合金連桿主要采用中等強度塑性的變形鋁合金6061、6082,以及高強度低塑性的變形鋁合金2A14等制造,主要應用于通機(除車用及特殊用途以外的汽油機,其標定功率一般在30kW以下)。江蘇大學姜銀方教授最早提出采用雙金屬復合技術制備裂解連桿毛坯。連桿采用兩種不同金屬制備,連桿體與連桿蓋采用具有良好強韌性能的2A14鋁合金,而在連桿大頭部設置裂解層,裂解層充填具有良好的脆斷性的A390鋁合金。 由于鈦合金具有良好的塑性,難以實現裂解加工。雅馬哈發動機公司與新日鐵住金公司合作開發了多項新技術,突破了該難題。競技雅馬哈YZF-R1摩托車的發動機連桿采用了新日鐵住金公司生產的新型Super-TIX 51AF鈦合金,并且其采用了裂解加工技術。新型合金與裂解加工技術結合,確保了加工成本的降低以及生產效率,從而實現了批量化生產。 近年輕合金快速發展表明其是極佳的汽車輕量化材料解決方案,擴大鎂合金在汽車上的應用是推動合金產業發展的主要動力之一。目前,裂解加工技術在鍛鋼、鐵基粉末金屬、銅合金、鋁合金、鈦合金上實現了成功應用,但在鎂合金上未見報道。本文在概述裂解加工技術在金屬材料上的研究和應用現狀基礎上,介紹了鎂合金ZK60裂解連桿毛坯工業試制情況,分析其組織性能,并與新型的鋁合金2A14分切型連桿進行對比。 實驗材料及方法本實驗采用的材料是從某企業購買的擠壓鎂合金ZK60棒材,棒材直徑φ125mm,合金成分如表1所示。另外對比分析了以2A14鋁合金為原材料生產的分切加工用連桿,其合金成分如表2所示。 表1 ZK60擠壓鎂合金的合金成分(wt.%)
表2 2A14鋁合金連桿的合金成分(wt.%)
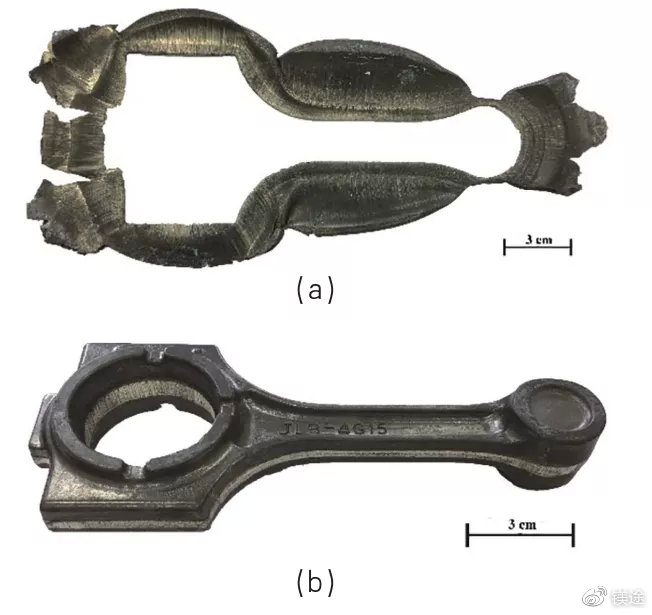
利用金相顯微鏡和掃描電鏡觀察金相組織和析出相,鎂合金試樣使用4%硝酸-酒精溶液浸蝕20s,鋁合金試樣利用凱勒試劑(氫氟酸硫酸水溶液)浸蝕。由于連桿桿部最薄處厚度僅為5mm,統一取板狀試樣進行性能檢驗。鎂合金連桿毛坯鍛造采用云南西儀工業股份有限公司800t鍛造生產線,模具為吉利4G15型,工藝流程為“感應加熱→輥鍛→預鍛→終鍛→沖孔→切邊、校正→控制冷卻”。采用線切割,分別沿棒材的軸向和徑向,切取連桿毛坯鍛造用料,其尺寸φ38mm×106mm,每根可鍛打一件連桿毛坯。 實驗結果及討論鋁合金連桿采用分切加工的某型鋁合金連桿實物如圖1所示。利用凱勒試劑浸蝕的鋁合金連桿SEM形貌及能譜分析結果如圖2所示。可以看出,組織中基體為灰黑色,析出相呈現白色。白色析出物和嵌入析出物為鋁銅的共晶析出相,根據成分比例初步確定為CuAl2相。而基體中的Cu含量很低,這些Cu元素主要分布在共晶析出相中,彌散的析出相使鋁合金的強度明顯提高。在連桿桿部取拉伸試樣測得平均抗拉強度為424MPa,平均屈服強度為357MPa,平均斷后伸長率為12.2%,平均斷面收縮率為21.0%。
圖1 鋁合金連桿實物照片
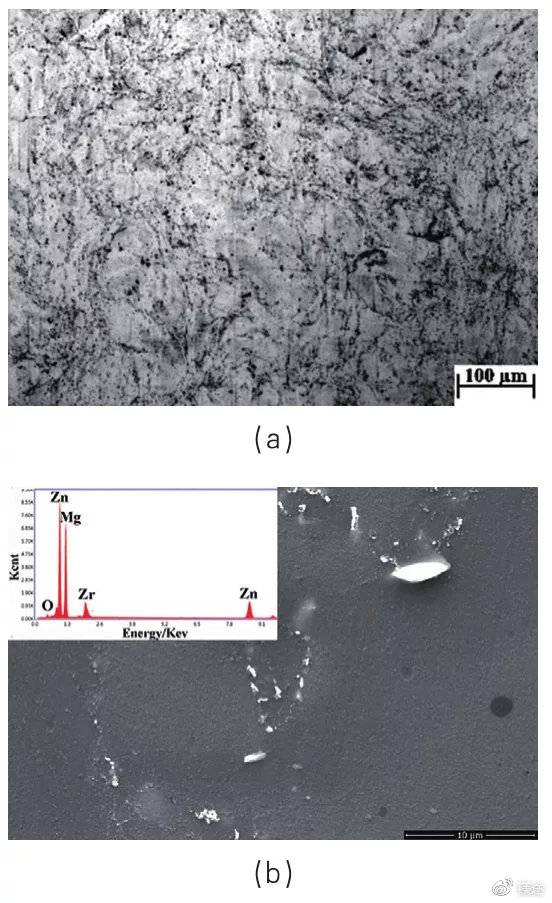
圖2 鋁合金連桿組織SEM形貌及能譜 鎂合金連桿鎂合金連桿鍛造飛邊和連桿實物照片如圖3所示。鍛造試制結果表明,沿棒材軸向所取的試料,能夠完成鍛打,得到連桿毛坯。但是沿棒材徑向所取的試料,無法完成鍛打,在輥鍛后開裂嚴重,如圖4所示。 金相組織和SEM形貌如圖5所示,鎂合金連桿為花朵狀組織以及在其間分布的黑色點狀物。花朵狀的深淺程度不同與腐蝕的深淺程度有關。利用能譜分析成分,這種點狀物是以Zn為主的析出相。可以推測,這種Zn元素在晶界的偏聚必然會降低其在基體中的固溶度,并且改變晶界的性能,從而影響材料的性能。測得鎂合金屈服強度為226MPa,抗拉強度為257MPa,斷后伸長率為4.0%。
圖3 鎂合金連桿鍛造飛邊(a)和連桿(b)實物照片
圖4 采用沿棒材徑向下料,經輥鍛后開裂
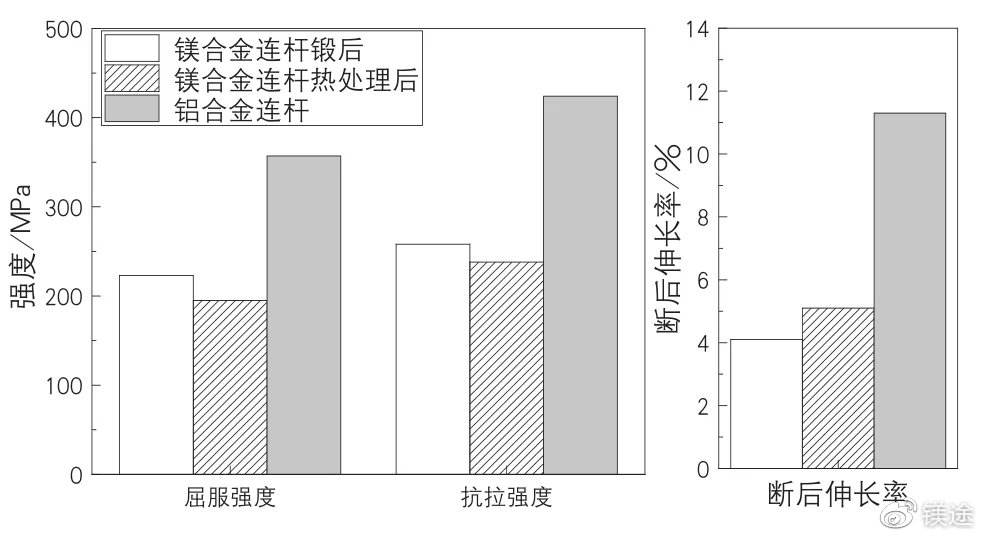
圖5 鎂合金連桿金相組織(a)、SEM形貌及能譜分析(b) 性能對比分析鎂合金組織中存在較多的析出相,通過熱處理工藝改變析出相的分布和數量可以明顯的改變其力學性能。將連桿毛坯放在箱式電阻爐中進行熱處理,加熱溫度350℃,保溫時間4h,然后取出水冷至室溫。熱處理完成后取樣進行力學性能檢驗,取樣方式和位置與未熱處理時相同。測得熱處理后鎂合金屈服強度為197MPa,抗拉強度為246MPa,斷后伸長率為5.0%。與鎂合金連桿熱處理前以及鋁合金連桿的平均力學性能對比如圖6所示。可以看出,經過350℃保溫時間4h,然后取出水冷后連桿的屈服強度和抗拉強度均有所下降,降低了約20MPa,斷后伸長率有所提高。鋁合金連桿的強度和塑性指標均明顯高于鎂合金連桿。
圖6 鋁合金和鎂合金連桿力學性能對比 結論⑴輕量化的發展要求,正在推動裂解加工技術在輕金屬材料上的應用。工業試制表明沿鎂合金棒材軸向下料,采用現有的流程和裝備能夠制備鎂合金連桿毛坯,但與鋁合金材料制造的連桿性能仍有一定差距。 ⑵鎂合金連桿組織是基體和以Zn為主的析出相。共晶組織和析出相元素在晶界的偏聚改變晶界的性能,從而影響材料的性能。鎂合金連桿的屈服強度為226MPa,抗拉強度為257MPa,斷后伸長率為4.0%。 ⑶鎂合金連桿經過熱處理后的力學性能有顯著的變化。經過350℃保溫時間4h,然后取出水冷后連桿的屈服強度和抗拉強度均有所下降,降低了約20MPa,斷后伸長率有所提高。后續可通過熱處理工藝的調整和成分優化來提高鎂合金連桿的力學性能。 基金項目:青海省科技計劃基礎研究項目(No.2017-ZJ-751) 作者簡介
馬曉藝,碩士、副教授,主要從事金屬冶金生產工藝及資源綜合利用,金屬加工工藝與組織性能研究。???? 聲明:以上所有內容源自各大平臺,版權歸原作者所有,我們對原創作者表示感謝,文章內容僅用來交流信息所用,僅供讀者作為參考,一切解釋權歸鎂途公司所有,如有侵犯您的原創版權請告知,經核實我們會盡快刪除相關內容。 鳴謝:鎂途公司及所有員工誠摯感謝各位朋友對鎂途網站的關注和關心,同時,也誠摯歡迎廣大同仁到網站發帖、投稿,宣傳您的企業、觀點及鎂人鎂事。 |

2025年4月11日,由亞洲金屬網主辦的第十三屆國際鎂業峰會在福建...詳情

在全球制造業智能化、綠色化轉型的浪潮下,伊之密股份有限公司(...詳情

為積極響應國家“碳達峰、碳中和”(以下簡稱“雙碳”)戰略號召...詳情

周初鎂市簡述2025.4.21日新的一周開市,國內鎂錠市場整體穩定。...詳情















請發表評論