|
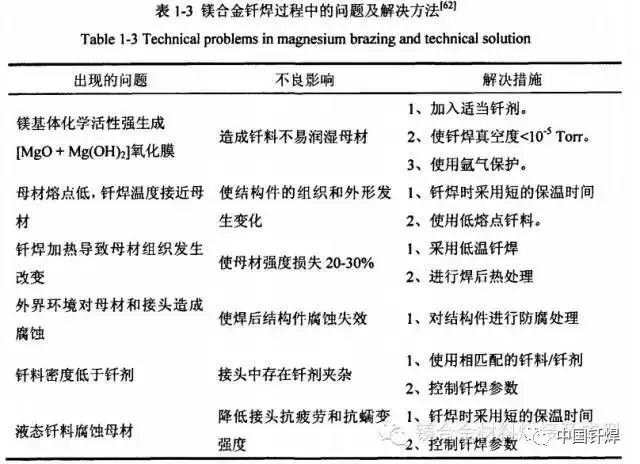
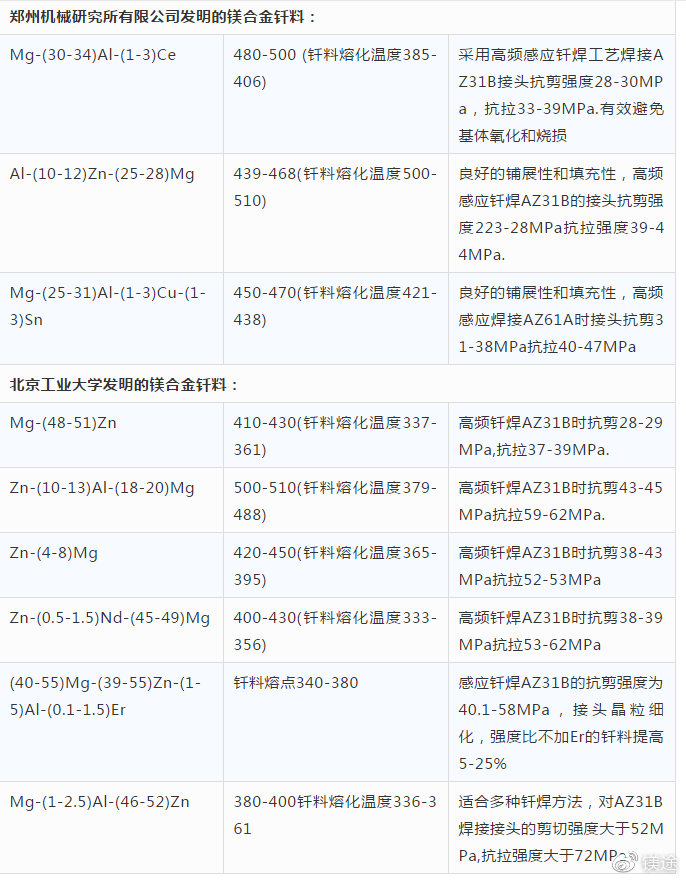
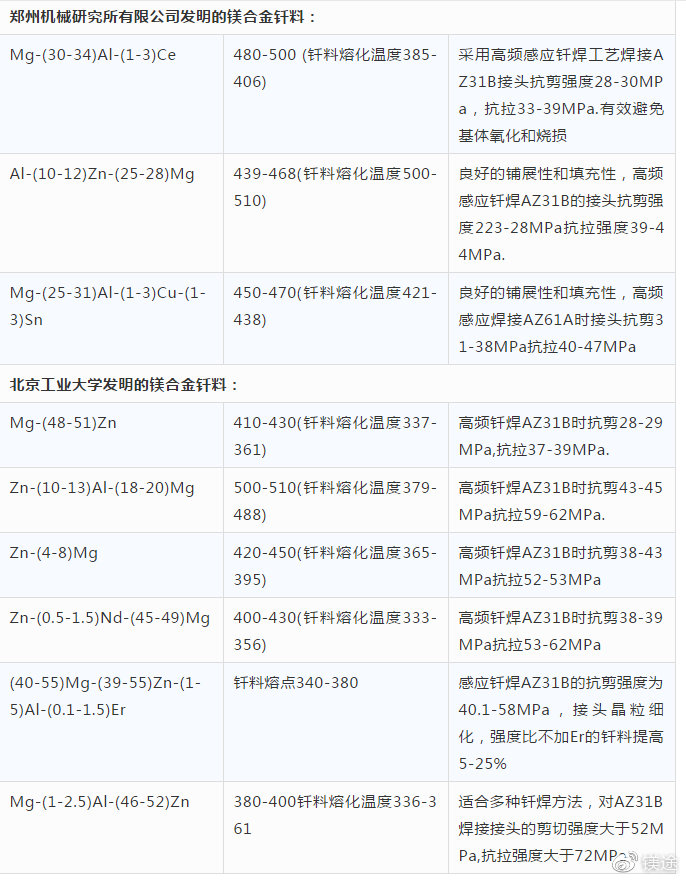
釬焊的特點:相對于熔焊與壓焊,釬焊加熱溫度低于母材熔點,對母材的物理化學性能一般沒有明顯不利影響;釬焊溫度低,焊件整體加熱均勻所引起的應力和變形小,對焊件的尺寸精度影響小;釬焊可以用于結(jié)構復雜、開敞性差的焊件,并可以一次完成多縫多零件的連接;容易實現(xiàn)異種金屬、金屬與非金屬材料的連接;對熱源要求較低,工藝過程較簡單。 與鋁合金相比,鎂合金在焊接時更易形成疏松、熱脆性較大的氧化膜及夾渣,這些特殊的性質(zhì)對鎂合金的焊接產(chǎn)生一系列的困難,使其焊接工藝更為復雜;與此同時,由于鎂合金的熱膨脹系數(shù)大,在熔化焊時易產(chǎn)生焊接裂紋、焊后變形等缺陷,故需要采用坡口預處理、夾具固定、焊前焊后熱處理等措施,以保證獲得性能良好的焊接接頭。 釬焊是采用了比母材熔化溫度低的釬料,焊接時釬料熔化為液態(tài)而母材保持為固態(tài),依靠液態(tài)釬料與固態(tài)母材間的相互擴散形成冶金結(jié)合,獲得牢固的接頭,釬焊溫度一般低于母材溫度20-30℃。不少用其它焊接方法難阻甚至無法進行連接的結(jié)構,采用釬焊卻可以解決。而且,在很多情況下,釬焊能保證焊件具有更高的可靠性。然而,相對熔焊和壓焊技術,釬焊接頭的強度一般比較低、耐熱能力差的缺點也很明顯,因此,釬焊較適于連接精密、微型、復雜、多釬縫、異類材料的焊件。 從釬料方面來看,也沒有廣泛應用的鎂舍金焊接的釬料,離工業(yè)實際大規(guī)模應用仍有相當距離。鑄造和擠壓鎂合金的釬焊方法主要有火焰釬焊、爐中釬捍、浸沾釬焊等。、 可以用于釬焊的鎂合金系有:Mg-Al-Zn系,Mg-Zr系,Mg-Mn系,Mg-Zn-Re系,Mg-Zn-Zr系。鎂合金釬焊過程可能出現(xiàn)的問題及對策有:
美國焊接學會編寫的《焊接手冊》記載的焊料有三種:AZ92A(釬焊溫度582-616), AZ125(釬焊溫度570-595),與日本標準中的MC3(604-615)與AZ92成分相近。這三種上三種釬料都適合于火焰釬焊、爐中釬焊和浸漬釬焊。但這三種釬料熔點較高(604-627℃) ,配以的釬劑熔點溫度也較高(約538℃) ,超過大多鎂合金的燃點及熔點溫度,因此只適于釬焊AZl0A、K1A及M1A等少量幾種鎂合金,并不適于釬焊得到應用的如Mg-A1-Zn系等鎂合金。 中國機械工程學會焊接學會的《焊接手冊》記載的釬料有:Mg-12Al-0.5Zn的Mg-Al-Zn釬料。
聲明:以上所有內(nèi)容源自各大平臺,版權歸原作者所有,我們對原創(chuàng)作者表示感謝,文章內(nèi)容僅用來交流信息所用,僅供讀者作為參考,一切解釋權歸鎂途公司所有,如有侵犯您的原創(chuàng)版權請告知,經(jīng)核實我們會盡快刪除相關內(nèi)容。 鳴謝:鎂途公司及所有員工誠摯感謝各位朋友對鎂途網(wǎng)站的關注和關心,同時,也誠摯歡迎廣大同仁到網(wǎng)站發(fā)帖、投稿,宣傳您的企業(yè)、觀點及鎂人鎂事。 |

2025年4月11日,由亞洲金屬網(wǎng)主辦的第十三屆國際鎂業(yè)峰會在福建...詳情

在全球制造業(yè)智能化、綠色化轉(zhuǎn)型的浪潮下,伊之密股份有限公司(...詳情

為積極響應國家“碳達峰、碳中和”(以下簡稱“雙碳”)戰(zhàn)略號召...詳情

周初鎂市簡述2025.4.21日新的一周開市,國內(nèi)鎂錠市場整體穩(wěn)定。...詳情









請發(fā)表評論