|
??1. 我們的目標:在電子產品中使用更多鎂合金零件。 在3C產品領域,以筆記本電腦、手機和數碼相機為代表的3C產品朝著輕、薄、短、小方向發(fā)展的推動下,鎂合金的應用得到了持續(xù)增長,鎂合金與傳統3C產品使用的外殼材料相比,具有輕量化、抗震性好、無磁、散熱、可回收等優(yōu)點;特別是應用于3C產品外殼上其外觀及觸摸質感極佳,已成為設計的流線趨勢。我們的目標是在電子產品中,使用更多的鎂合金件。 智能手機結構
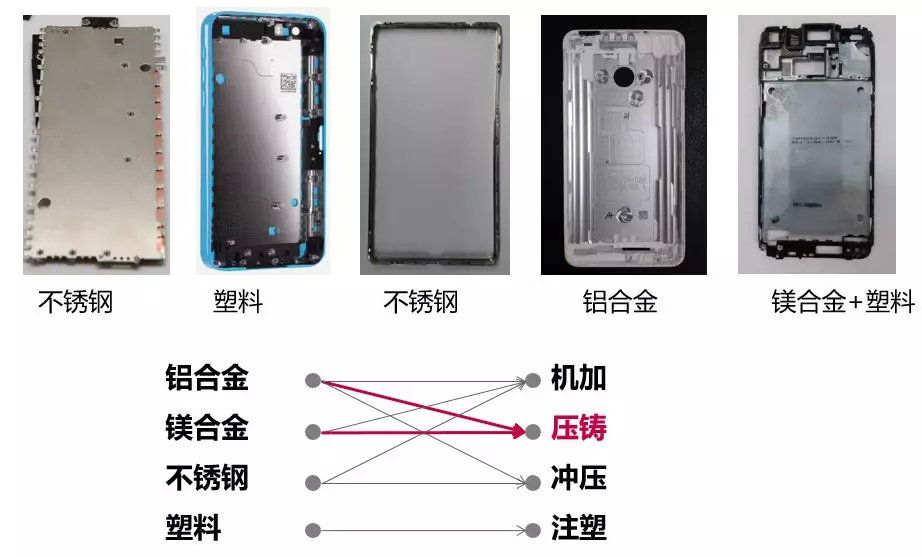
智能手機框架、材質及加工工藝
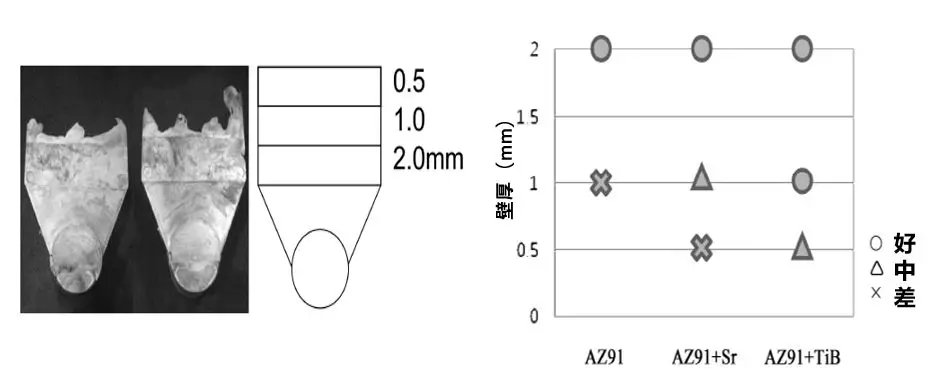
2. 壓鑄工藝很難生產厚度小于0.5mm的薄壁件 生產壁厚小于0.5mm壓鑄件的最大難度,在于保持熔體的流動性。對不同的鎂合金材料,我們通過樣件試驗,了解其在不同壁厚情況的下流動性能。
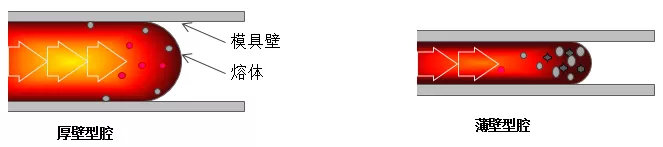
AZ91D材料壓鑄流動性測試 在高壓和高速流動的情況下,熔體與模具壁接觸,料流前峰迅速冷卻,極易產生澆不足、冷隔、裂紋、變形等鑄造缺陷。我們需要不斷改進鑄件的工藝性設計,并優(yōu)化模具澆鑄系統、排氣系統,改善生產工藝條件,例如:注射壓力、壓鑄速度、模具溫度等,來獲得優(yōu)質的薄壁鑄件。
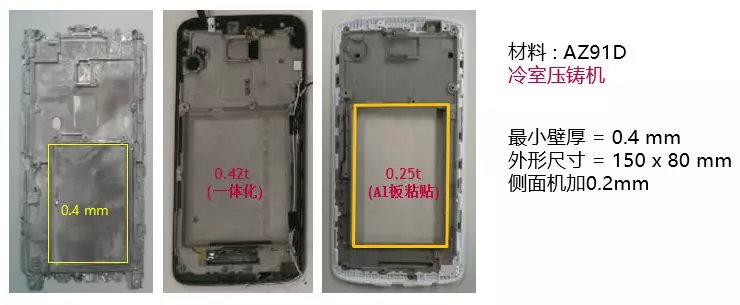
3. 智能手機0.4-0.6mm厚度鎂合金鑄件案例
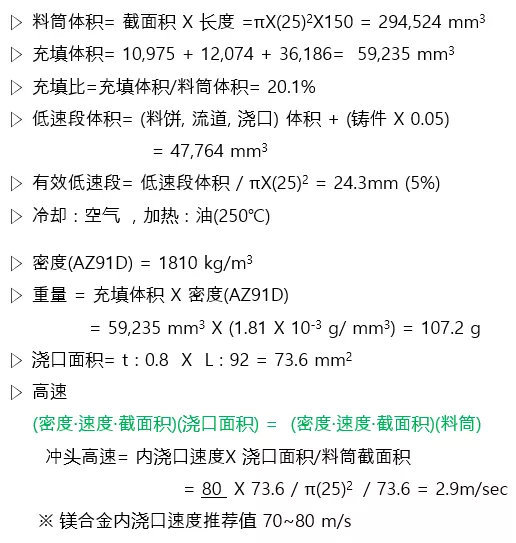
初始的澆鑄系統設計 模具初始設計以及相關參數的計算如下:
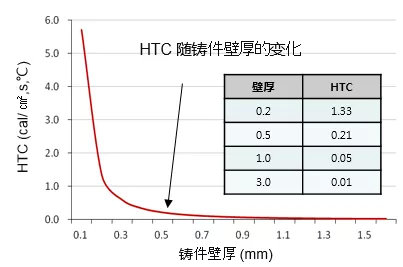
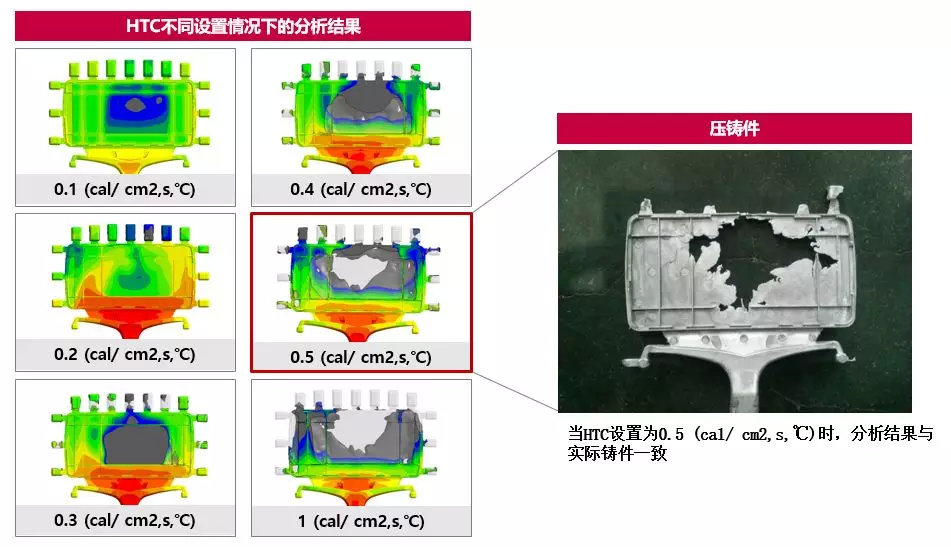
AnyCasting模擬仿真分析 研究顯示,鑄件與鑄型間的傳熱系數與鑄件產品的平均壁厚相關。在壓鑄工藝過程中,薄壁平板件產品的壁厚對傳熱系數的影響更為敏感,傳熱系數隨壁厚減小而迅速增加。特別當平板薄壁件的厚度小于0.5mm時,HTC值顯著減小。我們在AnyCasting模擬過程中,通過測試不同的HTC值,獲得了不同的充填結果。其中當HTC=0.5(cal/cm2,s,℃)時,仿真結果與實際壓鑄件短射結果一致。
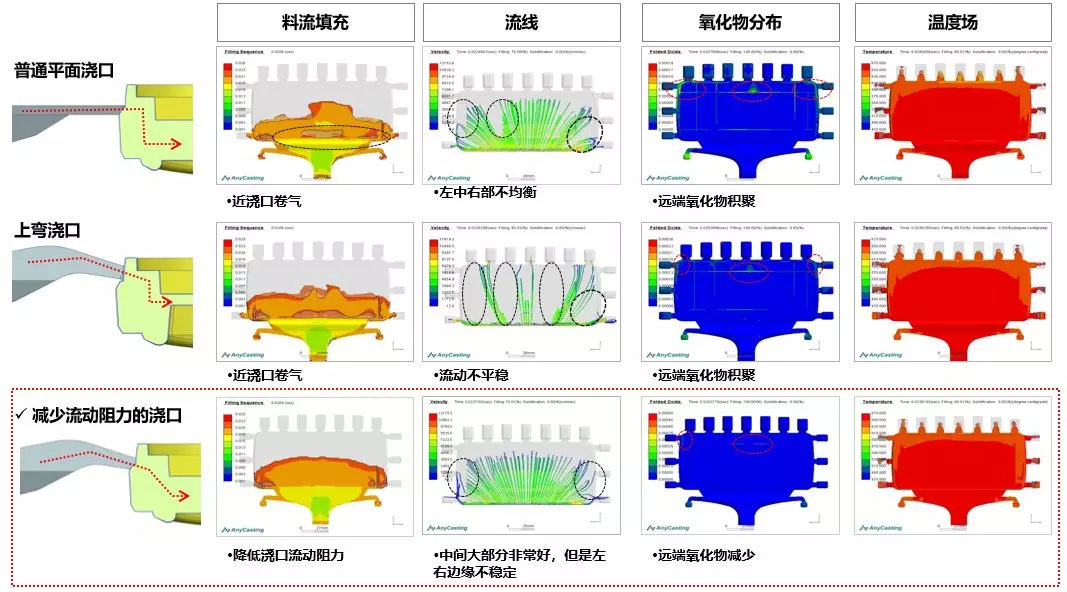
內澆口的優(yōu)化設計
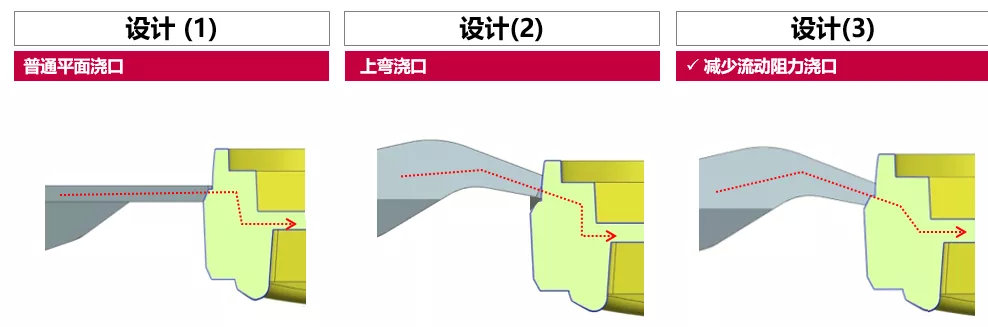
原始的普通平面澆口設計,在內澆口附近出現了明顯的卷氣問題。我們需要改進澆口設計來消除這一缺陷。 通過AnyCasting進行模具內澆口設計分析,對流動填充的均衡性和穩(wěn)定性、溫度場均勻性、二次氧化物生成量及分布等各因素進行綜合比對和分析,結果發(fā)現:減少流動阻力的內澆口設計在各項因素的特性,都比普通的平面澆口有明顯改善。 因此,我們最終選取了設計(3)的澆口方案。
小結: 1. 薄壁壓鑄件的關鍵在于熔體在高速、高壓下的流動性; 2. AnyCasting模擬分析常用于電子產品鎂合金薄壁件壓鑄工藝的改善; 3.薄壁件仿真分析需要注意HTC的設置,特別是壁厚在0.5mm以下時,HTC值對分析精度更為敏感;???? 聲明:以上所有內容源自各大平臺,版權歸原作者所有,我們對原創(chuàng)作者表示感謝,文章內容僅用來交流信息所用,僅供讀者作為參考,一切解釋權歸鎂途公司所有,如有侵犯您的原創(chuàng)版權請告知,經核實我們會盡快刪除相關內容。 鳴謝:鎂途公司及所有員工誠摯感謝各位朋友對鎂途網站的關注和關心,同時,也誠摯歡迎廣大同仁到網站發(fā)帖、投稿,宣傳您的企業(yè)、觀點及鎂人鎂事。 |

2025年4月11日,由亞洲金屬網主辦的第十三屆國際鎂業(yè)峰會在福建...詳情

在全球制造業(yè)智能化、綠色化轉型的浪潮下,伊之密股份有限公司(...詳情

為積極響應國家“碳達峰、碳中和”(以下簡稱“雙碳”)戰(zhàn)略號召...詳情

周初鎂市簡述2025.4.21日新的一周開市,國內鎂錠市場整體穩(wěn)定。...詳情











請發(fā)表評論