|
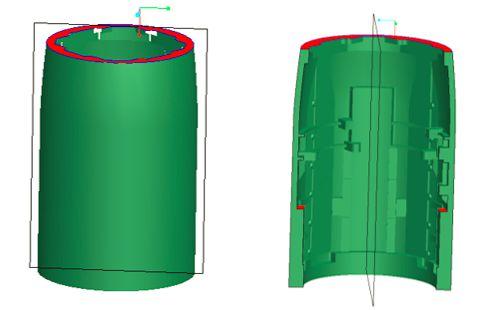
合金由于其質輕高強的特性,在航天航空領域內廣泛應用。低差壓鑄造作為一種反重力鑄造工藝,可以減少鑄件氣孔、縮孔、縮松、針孔缺陷;提高鑄件表面品質;差壓鑄造的補縮壓力較大,補縮效果明顯,降低疏松缺陷產生傾向,可同時降低鑄件凝固時的熱裂傾向,因此,低差壓鑄造得到了廣泛的應用。隨著大型鎂合金殼體鑄件在航天、航空領域應用不斷擴大,為了獲得高品質鑄件,低(差)壓鑄造技術得到了廣泛應用和發展。航天航空用ZM5、ZM6鎂合金和稀土耐熱鎂合金殼體類鑄件大多為I類鑄件,需要100%進行X射線探傷,鑄件內部質量要求較高。ZM5、ZM6合金殼體型芯一般采用粘土砂表干型,外型采用粘土砂濕型;稀土耐熱鎂合金殼體型芯采用樹脂砂,外型采用粘土砂濕型,采用差(低)壓鑄造工藝生產,澆注的鑄件經常會出現疏松、裂紋、偏析、氣孔和熔劑夾渣等鑄造缺陷。。 本課題結合殼體鑄件的生產特點,總結差(低)壓鑄造中經常遇到的鑄造缺陷并提出相應的解決措施。 一、鑄件分析 圖1為殼體類零件三維圖。材料為ZM5,尺寸為為Φ420 mm×700 mm,要進行100%X射線探傷,屬I類鑄件。鑄件常見缺陷有疏松、偏析、裂紋、熔劑夾雜以及氣孔缺陷。
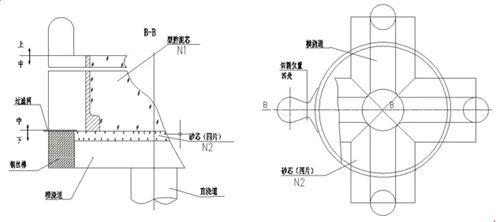
二、常見缺陷產生與防止 1、疏松的產生和防止 疏松是鎂合金鑄件出現的主要缺陷,分布面廣,難于補縮。鎂合金結晶溫度區間較寬,凝固收縮率大,凝固時糊狀凝固的傾向很大,常常導致液態收縮和凝固收縮所形成的微孔分散并且得不到外部合金的液體補充,形成疏松,有時候甚至由于凝固收縮時晶間拉應力過大而出現縮裂現象。 在鎂合金殼體鑄造中疏松主要出現在鑄件厚、薄過渡區和縫隙澆道附近,以及冷鐵與芯砂的交接處。通過對出現的縮松評級,普遍為4級縮松,有的甚至達到了嚴重的5級縮松。而鑄件屬于I類鑄件,要求*高別只能是3級,必須嚴格控制疏松等級。 工藝設計 殼體鑄件的工藝大多采用順序凝固的原則,系統內由縫隙澆道、過渡澆道、橫澆道到連接升液管口的直澆道順序凝固,從而保證鑄件補縮通道暢通,充分發揮差(低)壓鑄造的補縮優勢[3]。圖2為鎂合金殼體鑄件澆注系統。采用設置冷鐵、石墨砂調節局部冷卻速度,增設縫隙澆道和過渡澆道縮短補縮距離等措施。
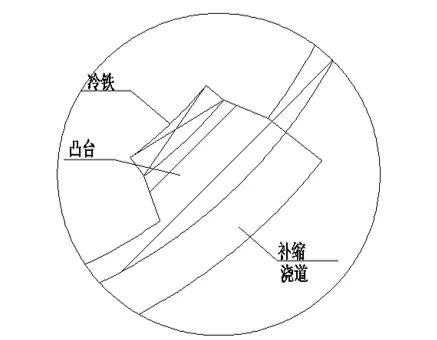
圖3為鎂合金殼體鑄件冷鐵布置示意圖。縫隙澆道前要設置冷鐵,冷鐵位置和厚度對減輕澆口前疏松尤為重要,縫隙澆道不僅要對準冷鐵,錯開冷鐵間隙,而且要保證縫隙澆道兩側冷鐵有足夠的寬度,縫隙澆道前冷鐵還要由厚到薄逐漸過渡,冷鐵邊緣用石墨砂過渡,石墨砂也要由厚到薄逐漸過渡。
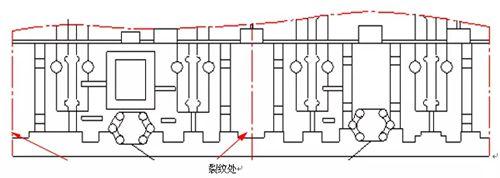
在工藝設計時,在凸臺部位一般都設置冷鐵加強激冷以減小熱節,但當凸臺過厚時容易產生疏松缺陷,即使增加冷鐵厚度也很難消除。在凸臺部位設計補縮澆道增加補縮,可有效消除疏松缺陷。 澆注溫度 降低澆注溫度可減輕鑄件過熱,有利于降低疏松等級,但不是溫度越低越好,溫度過低會降低補縮效果。一般情況下,當澆注大直徑立筒時可適當降低澆注溫度,澆注小直徑立筒時,澆注溫度要適當提高。 澆注工藝 在保證鑄型充滿的前提下,充型速度一般選下限,既可以避免充型時產生紊流、飛濺造成卷氣,又能延長金屬液對澆道的烘烤時間,從而調整鑄件凝固速度,強化順序凝固效果。根據生產經驗,升液速度要高于充型速度。 增加保壓壓力可以強化合金凝固期間補縮能力,從而填充枝晶間的微縮孔,但壓力過大會導致鑄件變形、粘砂和跑火等,因此壓力也不是越大越好,一般保壓壓力為30kPa~60kPa。 2、偏析的產生和防止 鎂合金的偏析一般是成分偏析,常會導致鑄件直接報廢。合金熔煉工藝和鑄件凝固條件都會引起鑄件產生偏析缺陷。通過調整精煉溫度、改善激冷能力以及降低澆注溫度,可有效降低偏析缺陷產生傾向。 精煉溫度 鎂合金熔煉過程中,相對鎂合金熔點高的其他金屬是重金屬。重金屬元素偏析的現象是由于重金屬元素未能完全融入合金液中,提高精煉溫度,重金屬元素能夠更好地熔入合金液中,鑄件中重金屬元素的偏析現象明顯減少。 激冷能力及澆注溫度 成分偏析易產生于厚壁冷鐵間隙處和厚壁間的薄壁處,在這些部位放置石墨砂加強激冷,減輕局部過熱可有效防止偏析缺陷的產生。 降低澆注溫度,縮短合金凝固時間,降低合金過冷度,防止重金屬在凝固過程中析出,減輕了偏析的產生。在耐熱鎂合金殼體的生產中,降低澆注溫度,偏析缺陷得到了極大改善。 3、裂紋的產生和防止 裂紋是鑄件致命的鑄造缺陷,在鑄件上呈現直的或者曲折的隙縫與裂口,斷面處被氧化呈黑色或者深灰色,易產生在凸臺的厚薄交接處和下端框處,工藝設計、原材料質量和冷鐵位置都會導致裂紋缺陷。 工藝設計 當鑄件設計多個相鄰較近的凸臺時,見圖4,在凸臺間的薄壁處易產生裂紋缺陷。通過設計合理的防裂拉筋,可有效消除裂紋缺陷。 控制原材料質量 由金屬的遺傳性可知,原料鎂錠的成分決定了鑄件的質量。鎂錠的一系列缺陷,在鑄造后能遺傳給澆注后的鑄件。當原生鎂錠有裂紋缺陷時,澆注的鑄件會產生批次性裂紋缺陷,因此加強對原生鎂錠裂紋缺陷的控制可有效消除批次性裂紋缺陷的產生。 冷鐵位置 稀土耐熱鎂合金收縮大,凝固時受阻礙極易產生裂紋缺陷,裂紋一旦產生就會發展并貫穿到底,是一種致命缺陷,因此,造型時冷鐵間隙要足夠大,否則會阻礙合金的收縮而產生裂紋。一般冷鐵間隙不小于5 mm,圓弧面冷鐵要向心,防止后部相抵住。 4、熔劑夾雜的產生和防止 鎂合金熔煉中熔劑起著很重要的覆蓋和精煉作用,使用不當,會在鑄件澆注位置的下部、內澆口附近及死角處產生熔劑夾雜缺陷,是鎂合金鑄件的常見缺陷之一,主要來源于精煉劑及熔煉工具的洗滌劑。合金液靜置時間、熔劑的使用和澆注條件都會導致熔劑夾雜[4]。 鎂合金精煉后要有一定的靜置時間,將合金液精煉后靜置時間由20 min延長至30 min,延長靜置時間后,保證了熔劑能夠有充足的時間從合金液體中分離出去,鑄件的熔渣夾雜程度會得到明顯改善。 合金采用氬氣精煉,精煉熔劑用量取下限,僅用于覆蓋,減少熔劑用量;熔劑坩堝的溫度控制在800℃,使熔煉工具和升液管上的熔劑容易流下,這些措施都可以減輕熔劑夾雜缺陷的產生。 升液管距離坩堝底部要有足夠的距離,防止澆注時將熔劑吸入升液管而澆入鑄件。 5、氣孔的產生和防止 氣孔是殼體中常見缺陷。一般分為卷入性氣孔和侵入性氣孔,升液管使用情況、冷鐵質量、型砂透氣性、鑄型烘烤質量和澆注速度等因素都會影響鑄件氣孔缺陷的形成。 升液管使用情況 升液管經過多次使用,由于長期浸泡在合金液中會腐蝕,局部腐蝕過快會形成凹坑,隨著使用時間延長,凹坑會加深直至漏氣,因升液管漏氣而產生的氣孔較大,因此升液管在使用之前必須經過認真檢查,發現有凹坑要及時更換。 冷鐵品質 若氣孔出現在與冷鐵接觸的鑄件表面,則可能是冷鐵表面有油污或冷鐵表面未烘烤透造成的。冷鐵掛砂前要經過吹砂處理,掛砂后要烘烤透,未烘烤透的冷鐵表面掛砂發黃。對激冷面積過大的冷鐵可在表面開通氣槽,增強冷鐵在澆注時的排氣能力。 型砂透氣性和鑄型烘烤 控制原砂的含泥量,將原砂的粒度由70/140目調整為40/70目,提高型砂的透氣性;對鑄型進行兩次烘烤,提高鑄型的烘烤質量,這些措施可有效減輕鑄件表面氣孔的產生。 在實際生產中發現,在殼體的薄壁處,特別是當薄壁面積較大時,容易產生皮下氣孔,在X光檢查時呈黑色斑點,往往被誤判為熔劑夾雜。通過在薄壁位置的泥芯上開設淺的排氣槽,減輕了表面氣孔缺陷。 選擇合理的充型壓力 鑄件在澆注過程中常常出現卷氣等缺陷,主要原因是由于充填過程中充填速度過快而造成的。同時由于艙體內部結構復雜,鑄件突變壁厚也會引起液體流動瞬時速率不斷變化,加大了卷氣的可能性。降低充型速率可有效防止卷入性氣孔的產生。 三、結束語 (1)在鎂合金殼體低差壓鑄造中,對原材料、熔化工具、金屬液質量、熔化過程和細化精煉等每個環節須進行嚴格控制,保證金屬液合格,是生產出優質鑄件的前提。 (2)合理的鑄造工藝是解決鎂合金殼體低差壓鑄造缺陷的關鍵,可有效降低生產成本。 聲明:以上所有內容源自各大平臺,版權歸原作者所有,我們對原創作者表示感謝,文章內容僅用來交流信息所用,僅供讀者作為參考,一切解釋權歸鎂途公司所有,如有侵犯您的原創版權請告知,經核實我們會盡快刪除相關內容。鳴謝:鎂途公司及所有員工誠摯感謝各位朋友對鎂途網站的關注和關心,同時,也誠摯歡迎廣大同仁到網站發帖、投稿,宣傳您的企業、觀點及鎂人鎂事。 |

2025年4月11日,由亞洲金屬網主辦的第十三屆國際鎂業峰會在福建...詳情

在全球制造業智能化、綠色化轉型的浪潮下,伊之密股份有限公司(...詳情

為積極響應國家“碳達峰、碳中和”(以下簡稱“雙碳”)戰略號召...詳情

周初鎂市簡述2025.4.21日新的一周開市,國內鎂錠市場整體穩定。...詳情









請發表評論