|
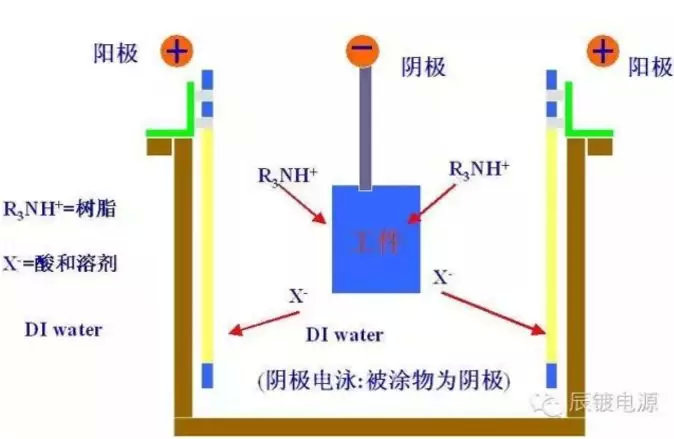
電泳是電泳涂料在陰陽兩極,施加于電壓作用下,帶電荷之涂料離子移動到陰極,并與陰極表面所產生之堿性作用形成不溶解物,沉積于工件表面。電泳工藝分為陽極電泳和陰極電泳。若涂料粒子帶負電,工件為陽極,涂料粒子在電場力作用下在工件沉積成膜稱為陽極電泳;反之,若涂料粒子帶正電,工件為陰極,涂料粒子在工件上沉積成膜稱為陰極電泳。 電泳已日益廣泛地應用于分析化學、生物化學、臨床化學、毒劑學、藥理學、免疫學、微生物學、食品化學等各個領域。在直流電場中,帶電粒子向帶符號相反的電極移動的現象稱為電泳(electropho-resis)。1807年,由俄國莫斯科大學的斐迪南·弗雷德里克·羅伊斯(Ferdinand Frederic Reuss)首先發現了電泳現象,但直到1937年瑞典的Tiselius建立了分離蛋白質的界面電泳(boundary electrophoresis)之后,電泳技術才開始應用。上世紀60-70年代,當濾紙、聚丙烯酰胺凝膠等介質相繼引入電泳以來,電泳技術得以迅速發展。豐富多彩的電泳形式使其應用十分廣泛。電泳技術除了用于小分子物質的分離分析外,最主要用于蛋白質、核酸、酶,甚至病毒與細胞的研究。由于某些電泳法設備簡單,操作方便,具有高分辨率及選擇性特點,已成為醫學檢驗中常用的技術。
四個過程 1、電解(分解) 2、電泳動(泳動、遷移) 3、電沉積(析出) 4、電滲(脫水) 工藝流程 酸洗→水洗→預脫脂→脫脂→水洗→水洗→磷化→水洗→水洗→超聲波清洗→純水洗→電泳→噴淋洗→水洗→純水洗→風干→烘烤 電泳分類 電泳涂裝按沉積性能可分為:陽極電泳(工件是陽極,涂料是陰離子型)和陰極電泳 (工件是陰極,涂料是陽離子型)。 表面處理工藝特點 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優點,電泳漆膜的硬度、附著力、耐腐、沖擊性能、滲透性能明顯優于其它涂裝工藝。 其特點如下: 1、采用水溶性涂料,環保; 2、涂裝效率高,涂料損失小; 3、涂膜厚度均勻,附著力強,涂裝質量好; 4、生產效率高; 5、電泳涂裝設備復雜,科技含量較高,適用于顏色固定的生產; 6、設備復雜,投資高電泳應用于汽車、家電、五金行業、輕工行業、家具行業、機電行業。 電泳、電鍍和陽極三者區別 電泳是指電泳涂漆,電泳漆是一種帶電荷的漆,在電場作用下,帶陽電荷或陰電荷的漆會向陰極或陽極移動,并在表面沉積成膜,在經過烘干就成為漆膜。 電鍍是是利用電解原理,將電鍍溶液中金屬離子在陰極(鍍件)上還原為金屬成為鍍層,從而保護工件免受腐蝕。 陽極是指陽極化或陽極氧化,主要用于鋁及其合金表面處理。氧化溶液主要有硫酸型。工件做陽極,鋁板或鉛板做陰極,在一定電流(電壓)作用下,經過一定時間,工件表面便生成氧化膜。
工件前處理(除油→熱水洗→除銹→冷水洗→磷化→熱水洗→鈍化)→陽極電泳→工件后處理(清水洗→烘干)
工藝異常及分析 一、顆粒 (1)現象 在烘干后的電泳涂膜表面上有手感粗糙的、較硬的粒子,或肉眼可見的細小痱子,往往被涂物的水平面較垂直面嚴重,這種漆膜病態稱為顆粒。 (2)產生原因 ①CED槽液PH值偏高,堿性物質混入,造成槽液不穩定,樹脂析出或凝聚。 ②槽內有沉淀“死角”和裸露金屬處。 ③電泳后清洗液臟、含漆量過高,過濾不良。 ④進入的被涂物面及吊具不潔,磷化后水洗不良。 ⑤在烘干過程中落上顆粒狀污物。 ⑥涂裝環境臟。 ⑦補給涂料或樹脂溶解不良,有顆粒。 (3)防治方法 ①將CED槽液的PH值控制在下限,嚴禁帶入堿性物質,加強過濾,加速槽液的更新。 ②消除易沉淀的“死角”和產生沉積涂膜的裸露金屬件。 ③加強過濾,推薦采用精度為25μm的過濾元件,養活泡沫。 ④確保被涂面清潔,不應有磷化沉渣,防止二次污染。 ⑤清理烘干室和空氣過濾器。 ⑥保持涂裝環境清潔,檢查并消除空氣的塵埃源。 ⑦確保新補涂料溶解良好,色漿細度在標準范圍內。 二、縮孔(陷穴) (1)現象 在濕的電泳涂膜上看不見,當烘干后漆膜表面出現火山口狀的凹坑,直徑通常為0.5~3.0mm,不露底的稱為陷穴、凹洼、露底的稱為縮孔,中間有顆粒的稱為“魚眼”。產生這一弊病的主要原因是電泳濕涂膜中或表面有塵埃,油污與電泳涂料不相溶的粒子,成為陷穴中心,使烘干初期的濕漆膜流展能力不均衡,而產生涂膜缺陷。 (2)產生原因 ①被涂物前處理脫脂不良或清洗后又落上油污、塵埃。 ②槽液中混入油污,漂浮在液面或乳化在槽液中。 ③電泳后沖洗液混入油污。 ④烘干室內不凈,循環風內含油分。 ⑤槽液的顏基比失調,顏料含量低的易產生縮孔。 ⑥涂裝環境臟、空氣可能含有油霧、漆霧,含有機硅物質等污染被涂物或濕涂膜。 ⑦補給涂料有縮孔或其中樹脂溶解不良,中和不好。 (3)防治方法 ①加強被涂物的脫脂工序,確保磷化膜不被二次污染。 ②在槽液循環系統設除油過濾袋,同時查清油污源,嚴禁油污帶入槽中。 ③提高后清洗水質,加強過濾。 ④保持烘干室和循環熱風的清潔。 ⑤調整槽液的顏基比,適當加色漿提高顏料含量。 ⑥保持涂裝環境潔凈,清除對涂裝有害物質源,尤其是有機硅物質源。 ⑦加強補給涂料的管理,不合格的不能添加入槽中,確保補給涂料溶解、中和、過濾好。 三、針孔 (1)現象 電泳涂膜在烘干后產生針尖狀的小凹坑或小孔,這種涂膜弊病稱為針孔,它與縮孔(麻坑)的區別是孔徑小、中心無異物、四周無漆膜堆積凸起。根據產生的原因針孔有下列幾種: ①由濕涂膜再溶解耐引起的針孔,稱為再溶解針孔。 ②電泳過程中,由于電解反應激烈,產生氣泡過多、脫泡不良或因槽液溫度偏低或攪拌不充分,造成被漆膜包裹,在烘干過程中氣泡破裂而產生的針孔,稱為氣泡針孔。 ③帶電入槽階梯針孔:發生在帶電入槽階梯弊病程度嚴重的場合下,針孔是沿入槽斜線露出底板,另外,由于槽液對物體表面潤濕不良,使一些氣泡被封閉在漆膜內或是槽液表面的泡沫附著在工件表面上形成氣泡針孔,一般產生在被涂物的下部。 (2)產生原因 ①電泳涂裝后被涂物出槽清洗不及時,濕涂膜產生再溶解。 ②槽液中雜質離子含量過高,電解反應劇烈,被涂物表面產生過多氣體。③磷化膜孔隙率高,也易含量氣泡。 ④槽液溫度偏低或攪拌不充分,使濕膜脫泡不良。 ⑤工件帶電入槽時運輸鏈速度過慢。 ⑥被涂物入槽端槽液面流速低,有泡沫堆積。 (3)防治方法 ①被涂物離開槽液應立即用UF液或純水沖洗,時間不超過1min。 ②排放UF液、加純水,降低雜質離子的含量。 ③調整磷化配方及工藝,使磷化膜結晶致密化。 ④加強槽液攪拌,確保槽液溫度在28~30℃下運行。 ⑤在鏈速過慢的場合,不宜選用帶電入槽方式的電泳涂裝工藝,改用入槽后通電。 ⑥使槽液面流速大于0.2m/s,消除堆積的泡沫。 四、再溶解 (1)現象 泳涂沉積在被涂物上的濕涂膜,被槽液或UF清洗液再次溶解,產生涂膜變薄、失光、針孔、露底等現象。 (2)產生原因 ①電泳后的被涂件在電泳槽液或UF液中停留(接觸)時間過長。 ②槽液和UF液的PH值偏低,溶劑含量偏高,后沖洗壓力過高,清洗時間過長。 ③設備故障,造成停鏈。 (3)防治方法 ①斷電后工件立即出槽,出槽后至后清洗間隔時間和在UF液中停留時間不宜超過1min。 ②將槽液和UF液的PH值和溶劑含量嚴格控制在工藝規定范圍內,每次UF液清洗時間應控制在20s左右,沖洗壓力不應超過0.12MPa。 ③應及時排除設備故障。 五、泳涂有膜厚偏薄 (1)現象 被涂物泳后表面的干涂膜厚度不足,低于工藝規定的膜厚。主要是工藝參數執行不嚴,槽液老化、失調、導電不良和再溶解造成的。 (2)產生原因 ①槽液固體分偏低。 ②泳涂電壓低,泳涂時間不足。 ③槽液溫度低于工藝規定的范圍。 ④槽液電導率低。 ⑤槽液老化,更新期長,使濕漆膜電阻過高,槽液電導變低。 ⑥極板連接不良和被腐蝕損失,極液電導低,極罩隔膜堵塞。 ⑦被涂物通電不良。 ⑧UF液后沖洗時間過長,產生再溶解。 ⑨陰極電泳槽液的PH值偏低。 (3)防治方法 ①提高槽液固體分,按工藝規定控制在通常情況下±0.5%以內。 ②提高泳涂電壓,延長泳涂時間。 ③將槽液溫度控制在工藝規范的上限。 ④減少UF液的損失。 ⑤補加UF液的損失。 ⑥加速槽液更新,添加增厚調整劑。 ⑦檢查極板、極罩和極液系統,定期清理或更新,使其導電良好。 ⑧清理掛具,使被涂物通電良好。 ⑨縮短UF液沖洗時間。 ⑩加速陽極液的排放,或添加低中和度涂料,使槽液的PH值升到工藝規定的要求。 聲明:以上所有內容源自各大平臺,版權歸原作者所有,我們對原創作者表示感謝,文章內容僅用來交流信息所用,僅供讀者作為參考,一切解釋權歸鎂途公司所有,如有侵犯您的原創版權請告知,經核實我們會盡快刪除相關內容。 鳴謝:鎂途公司及所有員工誠摯感謝各位朋友對鎂途網站的關注和關心,同時,也誠摯歡迎廣大同仁到網站發帖、投稿,宣傳您的企業、觀點及鎂人鎂事。 |

2025年4月11日,由亞洲金屬網主辦的第十三屆國際鎂業峰會在福建...詳情

在全球制造業智能化、綠色化轉型的浪潮下,伊之密股份有限公司(...詳情

為積極響應國家“碳達峰、碳中和”(以下簡稱“雙碳”)戰略號召...詳情

周初鎂市簡述2025.4.21日新的一周開市,國內鎂錠市場整體穩定。...詳情










請發表評論