【#陽泉# 新年首日12個項目集中簽約 奧特萊斯項目在列】主要涉及新材料、新能源、節能環保、文旅康養等領域 詳細
雪佛蘭Corvette C8
【新寶馬7系法蘭克福車展發布 減重200Kg】
Sunshine鎂合金避震板又引入國內
大連義邦-航空新材料
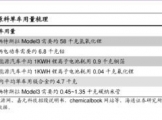
國內平均單車的用鎂量
出售6米半連鑄絲桿設備,聯系電話0574一658
Acer新蜂鳥3
宜陽縣上海交通大學洛陽特種材料研究院產業
95
114
2692
網站編輯
使用道具 舉報
本版積分規則 發表回復 回帖后跳轉到最后一頁
掃一掃關注我們
Powered by Ryi © 2019 鶴壁鎂途科技有限公司 豫ICP備18030072號-1












 發表于 2020-5-24 17:20:32
發表于 2020-5-24 17:20:32

 微信
微信



